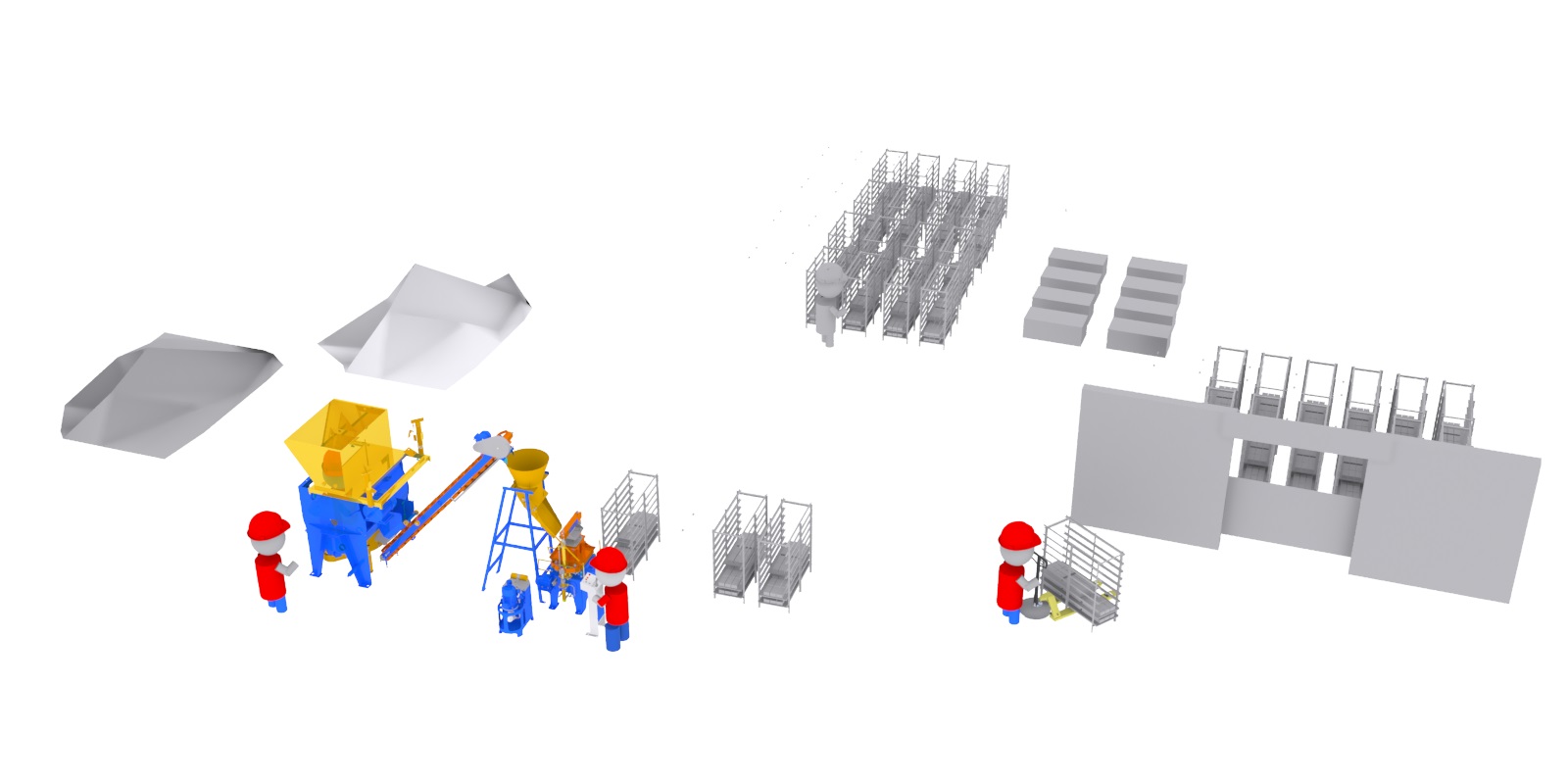
Главным фактором в достижении заявленной производительности Оборудования является грамотная и эффективная организация производственного процесса. Правильное расположение всех составляющих узлов Оборудования, задействование необходимого дополнительного инвентаря и рабочего персонала.
Прежде чем приступать к организационным вопросам запуска Оборудования – необходимо ознакомится с Руководством по эксплуатации, в нем описаны все основные и часто задаваемые вопросы.
Вибропрессующая установка Кондор имеет несколько вариантов комплектаций, различие между которыми в разных по объему смесителей и наличие транспортера.
Установка Кондор может комплектоваться смесителями: СВ-40 объемом 40 литров, СВ-90 объемом 90 литров, СГ-350 объемом 350 литров.
– Бетоносмесители СВ-40 и СВ-90 не имеют блок дозаторов и загрузка материала осуществляется вручную непосредственно в смеситель.
– Бетоносмеситель СГ-350 имеет расположенный на нем блок дозаторов объемного исполнения (дозируется цемент, вода и инертный материал);
– ленточный транспортер (передающий готовую смесь в приемный бункер вибропресса);
– Установка Кондор-1 включает в себя: вибропресс, маслостанцию, пульт управления, один узел пуансон матрицу.
Основные требования к размещению и эксплуатации Оборудования:
– Вибропрессующая установка успешно используется только под навесом или в цехах, оптимальная температура воздуха – от +5 до +35 градусов.
– Минимальная высота потолков в комплектации Кондора с транспортером и бункером 2,8 метров.
– Для работы Оборудования, необходимо предусмотреть технические зоны для хранения материалов и склад готовой продукции. Минимальная площадь под все производство от 40 м2.
– Для эксплуатации Установки Кондор, необходимо изготовить фундамента под вибропресс, использовать бетон марки не меньше М200.
Схему фундаментов с перечнем необходимых работ см. в Руководстве по эксплуатации, либо на интернет странице выбранного Оборудования.
– К рабочему Оборудованию необходимо подвести воду и электроэнергию напряжением 380 вольт. Потребляемую мощность см. в Руководстве по эксплуатации, либо на интернет странице выбранного Оборудования.
– Поддоны. Изделия выпрессовываются из матрицы на поддоны, на них продукция вылеживается в процессе пропаривания или естественного набора прочности.
Для работы вибропресса Кондор-1 в среднем необходимо от 200 до 400 поддонов. Их количество зависит от требуемой производительности Установки, а так же наличия у заказчика пропарочной камеры. Камера тепло-влажностной обработки сокращает время вылеживания и набора марочной прочности изделий, в результате чего требуется меньшее количество поддонов.
Завод Стройтехника рекомендует использовать шлифованную фанеру ФСФ толщиной 20 миллиметров. Поддоны из фанеры имеют большой эксплуатационный ресурс и высокую прочность, что обеспечивает долговечность службы. Не рекомендуется использовать дешевую и некачественную фанеру – это может привести к риску деформации изделий в процессе формования и транспортировки в зону набора прочности.
– Стеллажи. Металлическая сварная конструкция, в которой размещаются поддоны с готовыми изделиями. На одном стеллаже при производстве блоков помещается 15 поддонов, при производстве тротуарной плитки 30 поддонов.
Для среднего по объемам производства потребуется от 15 до 20 стеллажей.
Стеллажи, как правило, Заказчик изготавливает самостоятельно. Все необходимые чертежи стеллажа и поддона есть в Руководстве по эксплуатации.
– Для транспортировки материала и продукции необходимы грузоподъемные механизмы: рохля, погрузчик. Их количество и номенклатура зависит от условий организации производства
Описание работы Установки:
– Загрузка материалов (цемента, инертных) в смеситель осуществляется с помощью дополнительного Оборудования, либо вручную.
– Перемещение готовой смеси по транспортеру, в приемный бункер вибропресса. Действие производится после того, как в смесителе компоненты перемешались и стали однородной жесткой смесью. Смесь периодически подготавливается снова, с частотой, необходимой для обеспечения бесперебойной работы вибропресса. Электродвигатели смесителя и транспортера включаются дистанционно, с помощью пульта управления расположенного на корпусе смесителя.
– Формования изделий и выдавливание готовой продукции на поддон.
Оператор, открывая приемный бункер, загружает смесь в матрицу вибропресса, происходит формование изделий с последующей расформовкой и перемещением поддонов со свежеотформованными изделиями на стеллаж.
Стеллаж, располагается рядом со станком и заполнение его поддонами осуществляется вручную либо с помощью Приспособления для съема поддонов.
– После заполнения стеллажа, его с помощью рохли (если ровные полы) либо с помощью иных подъемных механизмов, перемещают в зону набора прочности.
– После того, как изделия достигли достаточной прочности, происходит их распалубка - изделия перекладывается на товарные поддоны, и на этом этапе продукция готова к отправке потребителю или на склад готовой продукции.
Свежеотформованные изделия имеют низкую марочную прочность, для достижения отпускной прочности готовые изделия должны подвергаться одной из двух процедур:
– Вылеживанию: при температуре от +15 до +45 градусов в течение суток, или при температуре от +5 до +10 градусов в течение двух суток.
– Пропариванию в камере тепло-влажностной обработки при температуре от +40 до +50 градусов и влажности 90% в течение 8 часов. После чего изделия набирают 60-80% марочной прочности.
Полную прочность изделия приобретут только по истечению 28 суток, но при достижении 70-80% прочности их можно транспортировать и складировать.
Ознакомительное видео по монтажу Кондора

